Любое отступление от нормы приводит к снижению качества распиловки и потере производительности.
Если возникла проблема с пилением следует обратить внимание на нижеперечисленные причины:
- При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название "отжатия" или "отжима", то есть говоря: пилу отжимает. Вызвано это, скорее всего, слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
- При входе в бревно пила делает скачек вверх и, когда Вы снимаете доску, она кривая как сабля. Это вызвано, скорее всего, тем, что угол заточки зуба слишком большой, а развод недостаточен. Попробуйте уменьшить угол заточки зуба на пару градусов и увеличить развод на сторону 0,05-0,1мм.
- Пила "ныряет" вниз и, когда Вы снимаете доску, она кривая как сабля. Это, скорее всего, вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развод на сторону 0,05-0,1мм.
- Пила "ныряет" вниз и пилит ровно после этого. Это может быть обусловлено несколькими причинами, например тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что может быть в свою очередь вызвано тем, что заточник не заправляет своевременно камень. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки зуба на пару градусов.
- На доске остается слишком много опилок и они рыхлые на ощупь. Это, скорее всего, вызвано слишком большим разводом и, если Вы присмотритесь внимательнее, то увидите характерные царапины поперек полотна доски, так называемые "следы от зуба". Как Вы уже, наверное, догадались, следует несколько уменьшить развод пилы.
- Опилки на доске спрессованы и горячие на ощупь. Развод недостаточен, следует увеличить развод на 0.1мм на сторону по индикатору. Угол заточки уменьшить.
- Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод на 0,1 мм на сторону по индикатору.
Не забывайте, что пиление нераздвоенной пилой - это самый быстрый способ ее порвать!
- Пила порывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком близко от тыльной стороны полотна. Расстояние от тыльной стороны полотна пилы до упора направляющего ролика должно быть не менее 1мм.
- Новая, ни разу не переточенная пила трескается по впадинам зуба. Это чаще всего вызвано тем, что полотно недостаточно разведено для той работы, которую ими пытаются выполнить, либо тем, что полотном продолжали пилить после того, как оно затупилось, либо могло произойти после первого реза, если бревно было достаточно «обваляно» в песке.
- На полотне пилы накатываются опилки. Это вызвано тем, что пила недостаточно разведена и в пропиле остается недостаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличьте развод на 0.1 мм на сторону по индикатору.
- Опилки "накатываются" на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности во впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
- После переточки полотно покрывается трещинами во впадинах зубьев. Во время переточки одним разом сняли слишком большой слой металла, в результате чего получился перекал поверхности зуба. Либо это связано с изменением геометрии зуба. Сравните геометрию зуба с той, которая была первоначально, приложив к пиле кусок полотна, который ни разу не перетачивался.
- Необходимо постоянно следить за состоянием заточного камня. Своевременно его профилировать.
Все вышеперечисленные причины и случаи могут иметь место при условии стабильной работоспособности ленточнопильного станка!
Желаем удачи в лесопилении!
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЛЕНТОЧНЫХ ПИЛ WOOD-MIZER
Пила WOOD-MAIZER сделана из высокоуглеродистой стали и термообработана таким образом, чтобы обеспечить максимальную стабильность пилы в пропиле, именно поэтому наша компания рекомендует к применению пилы WOOD-MAIZER, однако, у любого положительного качества не может не быть сопровождающих его побочных явлений. Есть таковые и у пил WOODMAIZER. Они требуют к себе более строгого отношения со стороны операторов и заточников.
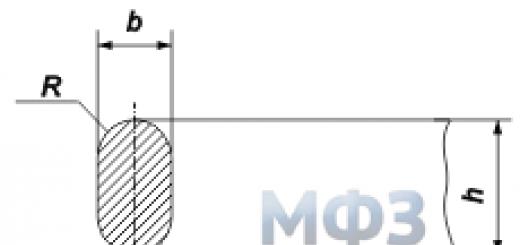
1 ШАГ ЗУБА ЛЕЗВИЯ
Шаг зуба лезвия - это расстояние между вершинами двух соседних зубьев. Для лезвий WOOD-MIZER он составляет 22.0 мм. Шаг зуба постоянен и не изменяется в процессе заточки.
2 ВЫСОТА ЗУБА
Высота зуба - это расстояние между основанием межзубового углубления и вершиной зуба. Благодаря наличию межзу-бового углубления опилки во время распи-ловки удаляются из рабочей зоны лезвия. Высота зуба должна быть достаточной для обеспечения удаления опи-лок, скапливающихся в межзубовом углубле-нии в процессе пиления.
Высота зубьев лезвий WOOD-MIZER оптимальна для любых видов распиловки. При заточке лезвия высота зуба уменьшается. Для сохранения необходимой высоты зуба необходимо углублять канавку между зубьями до тех пор, пока высота зуба не будет соответствовать 4,8 мм. См. Таблицу 1 в конце данного раздела.
Лезвия с зубьями высотой 4,8 мм. используются для любых видов распиловки. Лезвия с зубьями высотой 4.0 мм используются в основном для распилки мерзлых, твердых пород древесины. Лезвия с зубьями высотой 4.3-6.4 мм могут использоваться для обработки очень мягких пород древесины.
3 УГОЛ ЗАТОЧКИ
Угол заточки, степень заточки и разводка зубьев - наиболее важные факторы, влияющие на рабочие характеристики лезвия. Все эти факторы влияют на качество распиловки и производительность распиловочной установки.
Угол заточки - это угол отклонения торца зуба от вертикали. Благодаря наличию угла заточки зуб «зацепляет» древесину. Зуб должен проникнуть достаточно глубоко в древесину, чтобы лезвие само эффективно могло производить выброс опилок. Если угол заточки слишком велик для данной скорости подачи пилы, то это может привести к появлению вибраций и как следствие - ухудшению качества распила. При малом угле заточки зуб не будет входить в древесину на достаточную глубину, что может привести к дополнительным нагрузкам при распиловке и ухудшению качества распила.
Величина угла заточки зависит от типа обрабатываемой древесины и производительности установки. Как правило, чем меньше угол заточки, тем меньше производительность распиловочной установками См Таблицу 1 в конце раздела.
4 УГОЛ ТОРЦА
Угол торца - это угол отклонения торца зуба относительно самого лезвия.
При неотклоненном положении зуба угол торца равен 90 градусов. При разводке лезвия угол торца изменяется на несколько градусов и становится больше 90 градусов.
5 РАЗВОДКА ЗУБЬЕВ
Разводка зубьев - это важный фактор, .влияющий на распиловочные характеристики лезвия.
Разводка зубьев - это линейная величина отклонения зуба на задан-ный угол относительно плоскости лезвия. Чем больше разводка зубьев, тем шире пропил и большее усилие требуется приложить при распиловке.
См. Таблицу 1. Рекомендуемая развод-ка зубьев как правило составляет 0.5 - 0.55 мм для 1.1 мм лезвий. При работе с твердыми порогами и мерзлой древесиной величина разводки должна.быть заключена в диапазоне 0.4 - 0.45 мм для 1.1 мм лезвий. Большая разводка используется при работе с мягкими породами древесины (0.55 - 0.6 мм для 1.1 мм лезвий).
Запомните, что при заточке зубьев и уменьшении их высоты, разводка также уменьшается и требуется проведение разводки зубьев лезвия.
Пила WOOD-MIZER разработана изначально гораздо более жесткой, чем практически все ее основные конкуренты, поэтому она не теряет устойчивости при меньшем, чем другие пилы натяжении, а чем меньше натяжение, тем меньше напряжения, возникающие в полотне и, как следствие, меньше вероятность разрыва пилы.
Для того, чтобы правильно выставить натяжение полотна на пилораме следует сделать следующее:
Снимите с установки направляющие ролики.
Правильно установите на установку полотно пилы.
Установите на место все ограждения.
Запустите пилу.
Затем начните понемногу снимать натяжение до тех пор, пока пила не начнет заметно вибрировать.
Заметьте показания манометра в этот момент.
Остановите станок и поставьте ролик на место;
Добавьте к показаниям манометра 60 атмосфер и попробуйте пилить, если все идет хорошо, то при таком натяжении и следует работать в дальнейшем, если же пила волнит, то добавьте 5 атмосфер и попробуйте пропилить eще раз.
Пилить надо на минимально возможном натяжении (150 - 170 атм.) это продлит жизнь пилы.
Для того, чтобы получать пиломатериал высокого качества, не переплачивая при этом за пилы, нужно соблюдать ряд несложных требований:
a) Необходимо следить за состоянием ремней на шкивах, два ремня стоят меньше, чем одна пила, поэтому можно позволить себе менять их чуть чаще, и экономить на пилах совершенно несравнимые деньги. Абсолютно недопустимо прохождение полотна пилы по металлу, если это происходит, то пила не простоит и одного часа.
b) Важно правильно выставить полотно пилы на шкивах: расстояние от впадины зуба до кромки шкива может изменяться в зависимости от типа станка.
c) Правильно выставить направляющие ролики:
- Ролики должны быть выставлены по горизонтали и по вертикали
- Ролик не должен отжимать пилу вниз от ее свободного состояния более чем на величину, указанную изготовителем в зависимости от типа станка.
- Задняя сторона пилы не должна отстоять от упорного выступа ролика более чем на величину, указанную производителем в зависимости от типа станка.
d) При точении пилы форма зуба должна повторяться в точности с образцом.
e) Разводка полотна должна отвечать выполняемой работе, так как полотно,
уверенно пилящее бревно диаметром 30 см., не будет с тем же успехом пилить
бревно диаметром 60 см., потому что объем отводимых от пропила опилок приблизительно в два раза больше.
f) Выберите правильную смазку для пилы. Оптимальной смазкой является смесь из 50% солярки и 50% масла для смазки для шин бензопил (для пилении при температуре ниже -15° .С). Эта смесь должна наноситься на пилу тонким слоем посредством распыления. Смазки не должно быть много, одного напыления хватит на некоторое время. Вы легко заметите, что пора смазывать еще по тому, как вернется звук, пропавший было после нанесения смазки. Наносите смазку таким образом, чтобы она попадала на обе стороны пилы. Применение смазки позволит Вам также снизить количество «зацветших» досок, от попадающих на них опилок и воды
g) СНИМАЙТЕ НАТЯЖЕНИЕ ПИЛЫ, КАК ТОЛЬКО ПРЕКРАТИЛИ ПИЛИТЬ
В процессе пиления пилы РАЗОГРЕВАЮТСЯ и, как следствие, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера и в процессе этого в пиле возникают избыточные напряжения. Помимо этого в пиле остается память от формы двух шкивов, что не удлиняет жизнь пилы.
К тому же. ремни на шкивах оказываются смяты, что делает их, во-первых, не круглыми и добавляет дополнительную вибрацию на пилу, а во-вторых, заминает «горбию» на ремне, который обеспечивает само центрирование пилы на шкивах.
КАК ПОНЯТЬ, ПРАВИЛЬНО ЛИ РАЗВЕДЕНА ВАША ПИЛА?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она пропиливает, находится смесь из 65-70% опилок и 30-35% воздуха. Внешним проявлением того, что пила разведена правильно, является то, что она выбрасывает из пропила приблизительно 80-85% опилок.
В случае, когда развод пилы недостаточен, на поверхности доски остаются плотно спрессованные горячие опилки, ничего хуже для пилы невозможно придумать. Опилки должны быть теплыми, а не горячими и не холодными.
Пила, которая разведена слишком сильно, скорее всего, будет пилить рывками, а разведенная недостаточно будет волнить.
Если Вы пилите бревна диаметром 30 см на хорошей скорости и опилки на ощупь теплые, то не следует пытаться пилить бревно диаметром 60 см. пилой с тем же разводом, ведь ей придется удалять из пропила вдвое больше опилок., а значит следует увеличить развод (приблизительно на 20%).
Вывод: бревна следует сортировать по толщине, прежде чем их пилить.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, не разводите зуб под корень, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Не забывайте, что чем мягче дерево, которое Вы пилите, тем больше должен быть развод.
Точить пилу следует после свободного провиса 4-5 часов в вывернутом состоянии с минимальным съемом металла (если необходимо, то несколько раз), а потом зачистить заусенцы и разводить Основное правило: наилучший развод получается Вами экспериментально, не надо искать формулы для того, чтобы его вычислить.
Не забывайте о том, что индикатор на Вашем заточном устройстве, это прибор тонкий. Сбить его настройку ничего не стоит. Работает он в чрезвычайно напряженном режиме, судите сами: на вашей пиле приблизительно 220 зубьев. Вы перетачиваете пилу 15 раз, получается, что за жизнь пилы; индикатор срабатывает при ее разводке по крайней мере 3,5-4 тысячи раз (часто приходится разводить зуб в несколько приемов). Этот пример приведен с целью напомнить Вам о том. что индикатор со временем изнашивается и, что проверять его установку следует почаще .
Неоднократно доказано, что качество распила в значительной степени зависит от того, какую форму имеют зубья Вашей пилы. Форма зуба разрабатывалась и выверялась
годами и проводить еще раз эти эксперименты нецелесообразно. А потому, целесообразно иметь образец (сантиметров 30) пилы и котролировать форму зуба каждый раз, когда вы перетачиваете пилу.
СПОСОБЫ РАЗРЕШЕНИЯ ВОЗМОЖНЫХ ПРОБЛЕМ С ПИЛЕНИЕМ
1. При входе в бревно пила делает скачек вверх и, когда Вы снимаете доску, она кривая, как сабля. Это вызвано, скорее всего, тем, что угол заточки зуба слишком большой, а развод недостаточен. Попробуйте уменьшить угол заточки зуба на пару градусов и увеличить развод на 2-3 тысячных; на сторону.
2. При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия» или «отжима», то есть говорят: пилу отжимает. Вызвано это, скорее всего, слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
3. Пила «ныряет» вниз и пилит ровно после этого. Это может быть обусловлено несколькими причинами, например тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что может быть в свою очередь вызвано тем, что заточник не заправляет своевременно камень, осмотрите полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки зуба на пару градусов.
4. Пила «ныряет» вниз и, когда Вы снимаете доску, она кривая как сабли. Это, скорее всего, вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развел на 2-3 тысячных на сторону.
5. Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод на 0.006-0.008 дюйма на сторону по индикатору.
6. На доске остается слишком много опилок и они рыхлые на ощупь. Это, скорее всего, вызвано слишком большим разводом и если вы присмотритесь внимательнее, то увидите характерные царапины поперек полотна доски, так называемые «следы от зуба» . Как Вы уже, наверное, догадались, следует несколько уменьшить развод пилы.
7. Нa полотне пилы «накатываются» опилки. Это вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличьте развод на 0,005 дюйма на сторону по индикатору.
8. Опилки «накатываются» на верхней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
9. Опилки на доске спрессованы и горячие на ощупь. Развод недостаточен, следует увеличить развод на 0.003 дюйма на сторону по индикатору. Угол заточки уменьшить.
НЕ ЗАБЫВАЙТЕ, ЧТО ПИЛЕНИЕ НЕРАЗВЕДЕННОЙ ПИЛОЙ - ЭТО-САМЫЙ БЫСТРЫЙ СПОСОБ ЕЕ ПОРВАТЬ
10. Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна. Расстояние от тыльной стороны полотна до упора направляющего ролика не должно превышать величину, указанную на обороте в зависимости от типа станка.
11. Новая, ни разу не переточенная пила трескается по впадинам зуба. Это чаще всего вызвано тем, что полотно недостаточно разведено для той работы, которую им пытаются выполнить (см. п.4 основных правил пиления)., либо тем, что полотном продолжали пилить после того, как оно затупилось), либо могло произойти после первого реза, если бревно было достаточно «обваляно» в песке.
12. После перезаточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки одним разом сняли слишком большое количество металла, в результате чего получился перекал поверхности зуба. Либо это связано с изменением геометрии зуба. Сравните геометрию зуба с той, которая была первоначально, приложив к пиле кусок полотна, который ни разу не перетачивался.
Параметры лезвия.
Таблица 1.
|
Характерис тики лезвия |
Очень мягкие породы |
Породы средней мягкости |
Твердые породы |
||||
|
Свежая смолистая |
Свежая не смолистая |
Вяленая, пролежавшая 3-5 лет |
Мороже-ная |
||||
|
Угол заточки |
|||||||
|
Высота зуба |
Мин. 6,4 мм |
Мин. 4,8 мм |
Мин. 4,8 мм |
Мин. 4,8 мм |
Мин. 4,5 мм |
Мин. 4.5 мм |
Мин.. 4: 0 мм |
|
Разводка зуба |
0.016-0.018" / 0.41-0.46мм |
0,41 мм Обильное смачивание |
|||||
|
Примечание |
Обильное смачивание (вода) |
3 /4 емкость воды 1/4 мыльный раствор |
Среднее смачивание (вода) |
Обильное смачивание (вода) |
Среднее смачивание (вода)" |
Среднее смачивание (вода) |
|
Таблица 2-1. не является постулатом, т.е. на каждую породу древесины Вам необходимо индивидуально подбирать параметры пилы. Хорошая распиловка во многом зависит от подбора этих параметров, а также, в каком регионе Вы пилите, или откуда Вам привозят древесину для распиловки, так как одна и та же порода может отличаться по плотности и по смолистости в зависимости от того или иного региона
Чтобы получить качественные заготовки из древесины для применения их в строительстве или мебельном производстве, важно сделать правильную настройку ленточной пилорамы.
Необходимость настройки ленточной пилорамы
При несоблюдении правил настройки, в процессе пиления появляется поверхность в виде «волны», что приводит к снижению качественных характеристик материала. Настройку ленточных пилорам необходимо проводить ежедневно и после соприкосновения роликов пилорамы с заготовкой из древесины. Производят тщательную проверку и осмотр узлов станка и при необходимости проводят регулировку.
Этапы настройки ленточной пилорамы

Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.
C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.
Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.
Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.
Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)

От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие

С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются. В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.

Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».
Разная плотность древесины. В середине бревно менее плотное, чем в верхних слоях, поэтому стружки при распиливании центральной части образуется больше. При распиле этих зон пила не справляется с выноской опилок, она начинает греться и выгибаться, получается «волна».

Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно;
- «ведомый» – перемещается продольно.

Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Проверка и настройка ленточной пилы

Корректное натяжение полотна пилы – основополагающий фактор, оказывающий влияние на качественные характеристики древесину и время службы пилы. Натяжка ленты осуществляется в соответствии с выбранным видом полотна пилы, параметры указываются в технической документации завода-изготовителя. Пильная лента насаживается на шкивы, слегка натягивается, закрепляется болтами, затем натягивается до нужной величины.
Проверяется ход пилы на направляющих и шкивах. Нужно убедиться, что лента пилы верно расположена на направляющих. Затем на несколько секунд включить электрический привод, отключить. Вскрыть кожухи и посмотреть положение полотна на шкивах. Если зазор между выступом колёс и задней кромкой ленты – от 1 до 2 мм, то настройка сделана правильно.
Если превышает данный диапазон, или полотно перемещается по выступу колеса, то делают регулировку хода ленты пилы. При повороте шурупа в правую сторону – полотно придвинется к выступу натяжного колеса, если в левую сторону – удалится от выступа. Закрыть кожухи. Снова проверить работу пилорамы.
Установка и настройка направляющих «кубиков»

Крепёжные винты направляющих ослабляются и прижимаются к верхней грани полотна. Нужно убедиться, что «кубик» не будет вдавливаться в ленту и не испортит её. Затем они опять затягиваются, и если «кубик» имеет верную наладку – его верхняя грань и настроечная линейка будут расположены параллельно.
Установка щётки.Щётка оказывает влияние на эффективность и точность пиления, эксплуатационный срок ленточного полотна, рабочих шкивов, опорных роликов. При установке нужно отслеживать, чтобы щетина не задевала дна зубьев пилы.
Главным вопросом, при работе на ленточной пилораме всё же остаётся таким «почему же рвутся ленточные пилы на пилораме?». Вопрос, конечно же, интересный, но ответить на него сможет не каждый, ведь причин по которым это происходит довольно много.
Конструктивно пила ленточного типа является станочным многорезцовым инструментом, применяемым для распиливания металла, древесины и других материалов. В нем в качестве режущего элемента используется замкнутая гибкая стальная лента с зубьями, приводимая в движение с помощью шкивов, на которые ее полотно непосредственно и надевается.
В качестве преимуществ использования ленточного оборудования следует отметить практически полное отсутствие жестких требований к форме обрабатываемых объектов, достаточно длительный срок службы и сниженное энергопотребление.
Причины обрыва ленточных пил
Во первых это метал из которого изготовлены эти пилы, они имеют различную маркировку, а так же цвет, кстати цвет зависит от степени и формы закалки.

Во вторых толщина металла, если замерить, то получим размер 1 мм и 1,2 мм. Толщина пилы очень влияет на продолжительность её эксплуатации.
Конечно, многие думают, что пилы прошедшие закалку имеют более прочную конструкцию и менее подвержены разрывам, но это не так. По опытным данным наименее подвержены разрывам те пилы, которые не походили термической обработки, то есть закалки. Опять же и тут изъян, эти пилы быстро тупятся и теряют развод в отличие от закалённых пил.
Современные ленточные пилы выпускаются нескольких видов. Зубчатые пилы по своему внешнему виду очень похожи на пилы ножовочного типа. Их отличие состоит в том, у пилы ленточной длинная и замкнутая форма. Беззубые пилы трения также оснащены зубьями, но их предназначение несколько иное.
В процессе работы такого типа пилы зубья способствуют усилению образования тепла в процессе трения, что позволяет повысить производительность работы устройства.
В третьих, неправильная заточка. Обратите внимание, что при заточке возможен пережог пилы, при таком случае лента имеет трещины практически после каждого зуба. Для того что бы этого избежать, необходимо правильно подобрать абразив и допускать минимальное касание абразива пилы. Лучше проточить ленту 2-3 раза, чем сжечь её за раз.

Допустимое натяжение пилы
Ну и ещё одной причиной обрыва ленты может послужить перетяжка пилы на самом станке и неправильный расчёт нагрузки на пилу во время её работы.
Натяжку ленточной пилы необходимо проводить согласно инструкции прилагаемой к станку. Опытные пилорамщики определяют натяжение пилы надавливанием на натянутую ленту рукой сверху, при этом пила может иметь небольшой прогиб, но не отходит от направляющих роликов.
Нагрузка на пилу также указана в инструкции, но опять же обратимся к опытному пути. Во время пиления правильно заточенная лента идёт сравнительно легко и мягко, на выходе из бревна она имеет незначительную температуру нагрева. А вот неправильно заточенная лента, либо притупленная во время работы, идёт довольно тяжело и на выходе имеет довольно большую температуру нагрева.

От такой причины порыва ленты может помочь только её своевременная замена и правильная заточка и развод пильной ленты. Как произвести заточку и развод, описано на нашем сайте в предыдущих статьях.
Ну и последнее, это просто усталость самого металла. При продолжительном использовании одной и той же ленты, металл устаёт и даёт на растяжке трещину, что влечёт за собой порыв ленты. И именно поэтому рекомендуется после двух часовой работы пилы, после снятия со станка, вывернуть её на изнанку.
Выбор ленточной пилы
Возникает вопрос: как и какую выбрать ленту для ленточной пилорамы?
Правильный подход к выбору ленточной пилы является условием, определяющим высоту качества обработки древесных материалов. Надежная пила позволит выпускать самую конкурентоспособную продукцию, а затраты на обслуживание и поддержание работоспособности оборудования снизятся. Именно поэтому уделите этому вопросу наибольшее внимание.
По опыту пилорамщики сразу могут определить качество ленты. Это, конечно же, толщина, чем толще, тем дольше срок её службы. Закалка должна быть средней, достаточно просто закалённых зубьев. Сварочный шов должен быть ровным и при небольшом загибе ленты не переламываться.

Также выбирая ленточную пилу, смотрите на качество ее работы. Такое оборудование должно обеспечивать ровный, без волн, распил доски. Кроме этого, пила должна легко затачиваться с помощью автоматического станка и на протяжении всего срока эксплуатации не должна получать разрывов.
Необходимо учитывать, что большое значение для пилы такого типа играет не столько ширина, сколько размер шага зуба. Поэтому, число зубьев должно быть кратным трем. В случае если при выборе пилы существуют прочие равные условия, предпочтение отдайте пилам с более широким полотном. Такие агрегаты имеют более высокую устойчивость процесса распиливания и качество разрезания.
Также необходимо учитывать усталостную прочность. В процессе использования пилы постоянно изгибаются на шкивах и на них воздействуют динамические нагрузки. В итоге высокий уровень усталостной прочности позволяет снизить вероятность разрушения полотна, особенно в местах между зубьями.
Приняв на заметку всё вышеописанное можно свести к минимуму обрыв ленты и своевременно предупредить её выход из строя. Своевременная замена лент, как описано в инструкции через каждые 2 часа работы ленты, значительно повышает срок её службы.
Многие распиловщики знакомы с этой проблемой: при пилении получается неровная поверхность доски, «волна». Проблема действительно серьезная, но, при правильном подходе - вполне разрешимая.
Давайте последовательно проанализируем все факторы, влияющие на процесс распиловки. Их всего четыре: оператор , станок , пила , древесина .
Оператор
Первый пункт нашего списка иногда может оказаться и последним. Ведь именно от оператора зависит правильность настройки станка, выбор скорости пиления и подбор пилы в зависимости от типа древесины. Скорость пиления должна быть как можно ближе к максимальной для данного типа древесины. Если скорость пиления недостаточна, поверхность приобретает вид стиральной доски. Если же скорость, напротив, чересчур велика, пила уже не успевает делать пропил и, как следствие, возникает «волна» .
Особое внимание - настройке станка!
Часто даже опытные операторы не уделяют должного внимания состоянию станка, ссылаясь на то, что регулировки отнимают много времени. И обслуживание станка проводят один раз в неделю, а то и реже.
Действительно, регулировки и ремонт станка в этом случае - довольно длительный процесс: ведь за неделю набирается множество проблем, до которых раньше не доходили руки. Наша рекомендация: проверять настройку станка каждый день, и обязательно после возможных контактов опорных роликов пилы с бревном. Проверять - не значит регулировать, и времени на это требуется немного. На оператора возлагается также контроль над подбором и состоянием пил.
Станок
Рассмотрим, какие детали и узлы станка могут провоцировать возникновение «волны» при распиловке. Направляющие ролики пилы. Они определяют положение пилы относительно станины (рельсового пути) станка.
Итак, сначала проводим осмотр роликов
.
Они не должны иметь следов выработки на рабочей поверхности, приводящих к вибрации полотна пилы. На бортиках роликов не должно быть глубоких рисок, образующихся в том случае, если ролики не вращались при движении пилы. Кроме того проверяется состояние подшипников. Допустим лишь очень небольшой люфт. В том случае, если проводится замена подшипников, необходимо проверить, как они посажены в корпусе ролика. Если посадочные отверстия разбиты, устранить люфт заменой подшипников Вам скорее всего не удастся, а вновь установленные подшипники быстро выйдут из строя. Советуем заменить ролик в сборе. После замены дефектных узлов и деталей проводится полная регулировка роликов пилы согласно заводской инструкции.
Чтобы обеспечить равномерность нажатия роликов на пилу при перемещении подвижного ролика из одного крайнего положения в другое, направляющая подвижного ролика должны двигаться в плоскости, параллельной плоскости станины. Проверьте также отсутствие люфта в узле зажима направляющей подвижного ролика. Здесь недопустим даже незначительный люфт.
Регулировка положения пилы на рабочих шкивах.
Большой сбег пилы со шкивов приводит к растяжению задней кромки, и как следствие пила делается неустойчивой в пропиле. В этом случае дефект возникает не сразу, иногда после второй или третьей заточки, и оператор, естественно, подозревает, что полотно некачественное. Но и новая пила, после нескольких заточек пилит так же, как и ее предшественницы.
Пила
Убедившись, что все настройки станка соответствуют рекомендациям, мы переходим к главной «виновнице» возникновения «волны». Это, конечно же, пила. Прежде всего, необходимо помнить, что залогом успеха в пилении является точное соблюдение инструкции по заточке ленточных пил. Чаще всего «волна» возникает при пилении тупыми пилами. При недостаточной величине разводки резко снижается скорость пиления. Кроме того пила, даже если она достаточно острая, греется при работе и ее натяжение приходится постоянно восстанавливать. Точно также влияет и угол заточки. Если этот угол больше оптимального для данного типа древесины, пила перегружается (вязнет), а если он недостаточен - снижается скорость пиления. Отдельного рассмотрения заслуживает неравномерность разводки. Если разводка разная от зуба к зубу, «волна» будет иметь случайный характер, и зависеть, в основном, от неравномерности плотности древесины. Если же разводка различается для разных сторон полотна пилы, «волна» будет зависеть от преобладания величины разводки (в одну или в другую сторону) и возникать при изменении скорости распиловки. Косвенно о наличии подобного дефекта свидетельствует то, что после входа в древесину пила ныряет вниз или поднимается вверх. Пила, у которой шаг зуба или высота зуба изменяются при переходе от зуба к зубу, будет пилить рывками и со значительной вибрацией. Нельзя забывать и о том вреде, который наносят неснятые заусеницы. Кроме увеличения риска разрыва пилы, наличие заусениц приводят к торможению пилы в распиле, ее нагреву, а, следовательно, к возникновению «волны».
Часто пила повреждается при соскакивании со шкивов или при неправильном высвобождении от заклинивания. Такую пилу обычно правят и пытаются ей пилить дальше, но качественного распила от этой пилы уже не добьешься
Древесина
Рассмотрим те характеристики древесины, которые влияют на образование «волны». Прежде всего, это неравномерная плотность слоев. В большинстве случаев плотность сердцевины бревна значительно меньше, чем плотность наружных слоев. Поэтому и количество опилок при распиловке сердцевины больше. Пила, встречая на своем пути такие участки, уже не справляется с выносом опилок. В результате ее тыльная часть нагревается и увеличивается в размерах. Пила изгибается в распиле, и мы видим возникновение «волны». Трудно подобрать параметры пилы таким образом, чтобы она одинаково хорошо распиливала и твердые наружные, и мягкие внутренние слои одновременно. Рекомендуем изменить схему раскроя или выравнивать поверхность после получения бруса. Возникновение «волны» при распиловке мерзлой древесины хорошо знакомо большинству операторов. И если распиловка полностью промерзшей древесины особых проблем не вызывает, то пиление слегка подмороженных или частично замерзших бревен - задача весьма и весьма нелегкая. Методика пиления здесь такая же, как при пилении древесины с неодинаковой плотностью. При распиловке древесины с большим количеством сучков риск возникновения «волны» возрастает многократно. Пилить в этом случае необходимо очень внимательно и плавно снижать, а затем так же плавно увеличивать скорость подачи при прохождении каждого сучка. Особые проблемы вызывает пиление очень смолистой древесины. Дело в том, что налипание опилок и смолы на полотно пилы равносильно увеличению ее толщины. А поскольку толщина пропила не меняется, пила начинает тереться о стенки пропила, нагреваться и, как следствие, падает натяжение. «Волна» появится тут же. Применяйте моющую жидкость.